

压铸模具油循环温度控制机
压铸模具油循环温度控制机帮助压铸工艺控制模温在合理的范围之内,在压铸生产时,将常温的模具加热到需要的温度内,提高压铸件的内在和表面质量,延长模具的使用。
压铸模具油循环温度控制机的功能介绍:
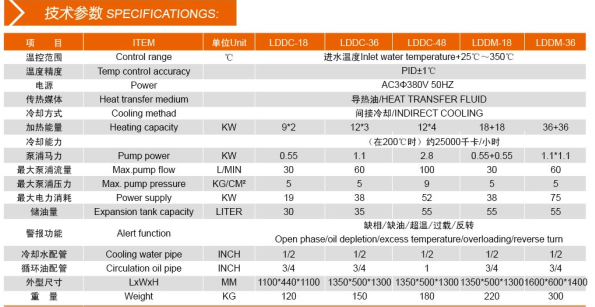
压铸模具油循环温度控制机消除压铸件内部的气孔.缩孔.缩松改善铸件的质量,将模具温度预热至所需要的温度,有效减少废品的产生.提高生产效率和产品质量,采用微电或者PLC控制,对压铸过程中各工艺参数进行检测和控制,泵浦功率根据客户需求,根据不同的产品,不同的工艺流程而确定不同的温度,管路防爆装置独特的加热设计,温度自控,压铸模温机快速达到各种产品所需温度的要求.升降温速度快,温度均匀稳定,控温±1℃,省电 30%以上.设定值和实际值分别显示.
压铸模具油循环温度控制机的正确使用方法:
1.在使用压铸模具油循环温度控制机前,需要检查有无足够的传热介质(油或者水),有无压力(即压力表为零),若出现异常,机器不能强行启动,否则会损坏机器,甚者造成事故.
2.在正式压铸前一般用对模具表面热模.单单对模具表面预热,容易造成应力集中,损害模具,因此,模温机应当在燃气热模前开启至少半个小时,以便模具内外同时热起,模具产生的应力较小,对模具延长有好处.
3.若有条件的话,不妨将待生产的模具在下面接上模温机热模,这样可以节约额外的工时,提率.
4.机器连接模具第一次运行,停机较久换模,要进行排气操作——因为空气是热的不良导体,会影响到传导热量的效果,
5.先将压铸模具油循环温度控制机的温度设定为零度,开机运行10分钟.当压力显示正常后,再加温至120℃,运行20分钟,进行排气.再将温度调至压铸生产的正常范围内(一般为180℃~260℃),设定温度还需要根据产品工艺要求而定.
点击:109851人/次