
辊筒温度对压延工艺各因素的影响
辊筒温度对压延工艺各因素的影响
辊筒沿辊面辊向温度不均对压延制品精度的影响
在生产实践中发现,低速运转时,热量通常是由辊筒向制品传递,而速度增加时,热量方向传递;辊筒中部温度往往要比两端高;辊筒运转过程中,受物料横向压力发生弯曲变形的影响,压延制品横向中部理应偏厚,但是,制品中部偏薄的现象却更频繁的出现,如图所示,
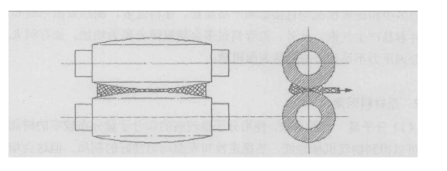
辊面温度差对制品精度的影响
压延机的操作温度相对较高。若其辊筒在工作时沿辊筒全长温度的分布不均匀时,压延辊筒的中部温度总是高于其两端的温度,因而辊筒中部处的温度变形大于两端的温度变形,这使得辊筒间隙出现如上图所示的中部小而两端大的不均等现象。
可见温度不均对制品厚度均匀性的影响十分客观。为了使制品的质量稳定,制品在压延加工过程中,按其工艺需要,温度应维持在较准确的范围之内,这就要求加热媒介的热能迅速的通过辊筒传给制品,或将制品剪切而产生的过多的热量通过辊筒让传导媒介带走。
在实际的生产中,辊筒两端的温度常比中间的低,这是因为轴承的润滑油带走了部分热量,另外辊筒也在不断的向机架传热。因此,辊筒中部的膨胀程度较两端的大,从而使辊隙产生中间薄、两边厚的形状,导致压延制品在横向厚度不匀。
辊温对压延操作的影响
适宜的辊筒温度是保障压延工艺正常顺利进行的基本条件之一,过高的辊温会引起物料温度不适当的上升,从而导致粘辊;而过低的辊温则会使制品表面毛糙,有气泡,甚至出现空洞。
压延时,物料常粘附于高温和快速的辊筒上。所以为了使物料能够依次贴合辊筒,避免夹入气泡而使薄膜不带孔泡,压延机各辊筒的温度是不尽相同的,一般沿物料的运行方向,辊温依次升高,即后续辊的温度要高于前辊温度(但最后两辊的辊温应接近,以便与制品的分离)
辊温对横压力的影响
物料作用于辊筒的横压力是致使辊筒产生弹性变形的主要因素。在压延过程中影响横压力的因素是多方面的,其中物料温度和辊筒工作面温度的变化对物料的可塑度和加工性质有很大影响。辊温低,物料黏度大,则横压力大;反之亦然。可见辊筒温度与横压力成反比关系,其相互关系如下图所示。
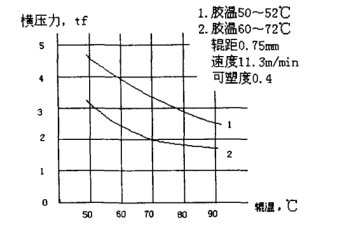
辊温与横压力的关系(1tf=8.80665×103N)
辊温对传动功率的影响
辊温与功率的关系
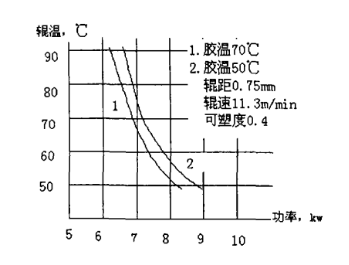
压延机的传动功率是指驱动辊筒运转所需要的功率,其值与被加工物料的性质、温度、辊距、压延速度、速比和工艺方法有关。它也是压延机设计中的一个重要的参数。辊筒或物料的温度越低,消耗的功率越大,如图所示。
压延机的传动功率是指驱动辊筒运转所需要的功率,其值与被加工物料的性质、温度、辊距、压延速度、速比和工艺方法有关。它也是压延机设计中的一个重要的参数。辊筒或物料的温度越低,消耗的功率越大,如图所示。
在实际生产中,对压延机的要求是压延精度较高,制品厚度一致。要达到上述要求,就需要了解影响压延精度和制品厚度的因素,然后在提出改进措施,以达到生产要求。辊筒表面温度的分布情况是重要因素之一。一方面,辊筒表面的温度分布不均会直接导致压延制品厚度的不均,从而降低了压延精度;另一方面,辊筒内外表面的温度差异会引起温度应力,温度应力和弯曲应力的综合作用,又会是辊筒产生挠度误差,也会对压延精度有较大的影响。
好了,辊温对压延工艺的影响我们就了解到这,如何合理的控制辊温,相比与传统的在辊筒内腔铺设电加热管,使用辊筒模温机能更好地实现对辊筒的控温,保证压延工艺的高质量完成。








 人/次 网站管理
人/次 网站管理


 18817667889
18817667889一键拨号 立即电话咨询


